Comment fabrique-t-on une bague en argent ?

La fabrication de bagues avec la méthode du moulage en cire permet de créer un nombre illimité de modèles laissant ainsi libre cours à l’imagination. La méthode est connue sous le nom de moule à cire perdue et elle est aujourd’hui largement réputée comme la technique par excellence pour la fabrication de bagues.
Cette technique artisanale très ancienne a été utilisée pour commencer par les égyptiens. Elle a été initialement imaginée pour manipuler le cuivre, et les égyptiens ont découvert qu’on pouvait aussi l’utiliser pour l’or en 4000 A.J.
En réalité cette méthode repose sur la fonte du modèle en cire par la chaleur, laissant ainsi un moulage en plâtre qui pourra être réutilisé autant de fois que nécessaire.
Nous allons vous expliquer le processus de fabrication de bagues en argent à partir de ces moules en cire.
Cette technique artisanale très ancienne a été utilisée pour commencer par les égyptiens. Elle a été initialement imaginée pour manipuler le cuivre, et les égyptiens ont découvert qu’on pouvait aussi l’utiliser pour l’or en 4000 A.J.
En réalité cette méthode repose sur la fonte du modèle en cire par la chaleur, laissant ainsi un moulage en plâtre qui pourra être réutilisé autant de fois que nécessaire.
Nous allons vous expliquer le processus de fabrication de bagues en argent à partir de ces moules en cire.
Design de la bague à créer
La fabrication de la bague commence par le dessin d’un croquis ou d’une photo ou une idée.
Une fois déterminé précisément le type de bague à fabriquer, on va soit recourir à un moule de caoutchouc pour obtenir le modèle de bague en cire, ou bien alors on va sculpter la bague directement sur un tube de cire.
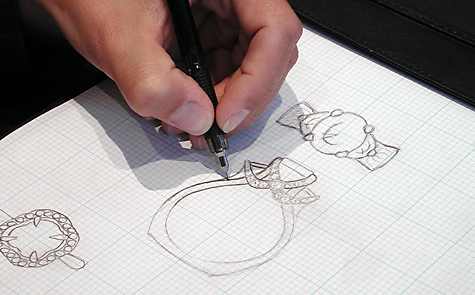 |
| Croquis de la bague à fabriquer |
Une fois déterminé précisément le type de bague à fabriquer, on va soit recourir à un moule de caoutchouc pour obtenir le modèle de bague en cire, ou bien alors on va sculpter la bague directement sur un tube de cire.
Utilisation d’un moule de caoutchouc
Ce procédé part du principe que le créateur dispose d’une bague comme modèle qui va être reproduit. Une ébauche en métal de la bague qui aurait été sculptée au préalable peut aussi servir comme point de départ.
Il faut emprisonner la bague dans le moule de caoutchouc (un moule en silicone peut aussi être utilisé) pour obtenir une empreinte de la bague à reproduire.

Une fois obtenue l’empreinte de notre bague, nous allons utiliser ce creux pour y injecter de la cire liquide chauffée à 70° avec un outil spécial appelé injecteur de cire. Dans ce cas on utilise des plaques de cire qu’on fera fondre. Pour retirer le bijou avec facilité - le caoutchouc pouvant s’avérer être très collant- du talc ou du spray de silicone peuvent être utilisés.

Une fois la cire froide on peut extraire notre bague en cire.

Il faut emprisonner la bague dans le moule de caoutchouc (un moule en silicone peut aussi être utilisé) pour obtenir une empreinte de la bague à reproduire.
Une fois obtenue l’empreinte de notre bague, nous allons utiliser ce creux pour y injecter de la cire liquide chauffée à 70° avec un outil spécial appelé injecteur de cire. Dans ce cas on utilise des plaques de cire qu’on fera fondre. Pour retirer le bijou avec facilité - le caoutchouc pouvant s’avérer être très collant- du talc ou du spray de silicone peuvent être utilisés.
Une fois la cire froide on peut extraire notre bague en cire.
Utilisation d’un tube de cire
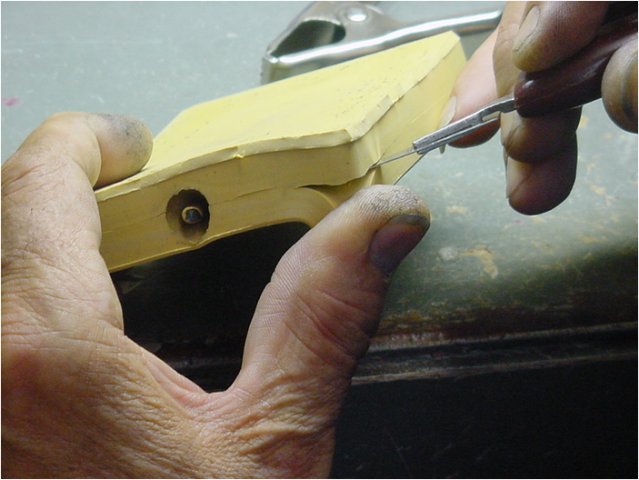
Les tubes en cire sont commercialisés dans des magasins spécialisés dans la bijouterie. Le principe consiste à utiliser un tube creux en cire verte ou bleue prêt à l’emploi. Vous devez découper la largeur-cible de la bague envisagée et ensuite sculpter la bague sur la cire.
La cire dans ce format est composée de cire d'abeille, d'un hydrocarbure à base d'huile de pétrole, de térébenthine et de gomme laque.
Il existe plusieurs coloris selon sa dureté :
• Vert : Idéal pour le limage et la gravure. Point de fusion 110° flexibilité moyenne.
• Rose : Idéal pour des modèles exigeant des épaisseurs minimes et des micros perforations. Point de fusion 140° flexibilité maximum.
• Tout usage. Point de fusion 107° flexibilité moyenne.
Ensuite on sculpte la bague avec un petit couteau ou rasoir

Si vous voulez regarder en vidéo comment on fait :
 |
Tube de cire |
La cire dans ce format est composée de cire d'abeille, d'un hydrocarbure à base d'huile de pétrole, de térébenthine et de gomme laque.
Il existe plusieurs coloris selon sa dureté :
• Vert : Idéal pour le limage et la gravure. Point de fusion 110° flexibilité moyenne.
• Rose : Idéal pour des modèles exigeant des épaisseurs minimes et des micros perforations. Point de fusion 140° flexibilité maximum.
• Tout usage. Point de fusion 107° flexibilité moyenne.
Ensuite on sculpte la bague avec un petit couteau ou rasoir
Si vous voulez regarder en vidéo comment on fait :
Le montage des bague en cire
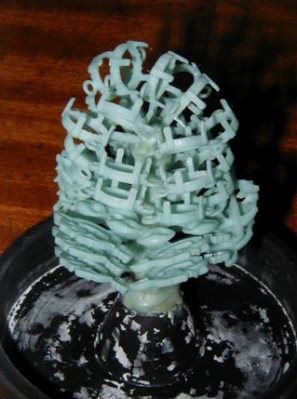
L’étape suivante consiste à assembler les bagues en cire sur un arbre de fonte. L’arbre de fonte est aussi en cire. Il faut souder la bague à l’arbre à l’aide d’un fer à souder. L’arbre tient sur le plateau à l’aide d’une gomme. L’espacement conseillé entre les bagues doit être au minimum de 4.5-6 mm.

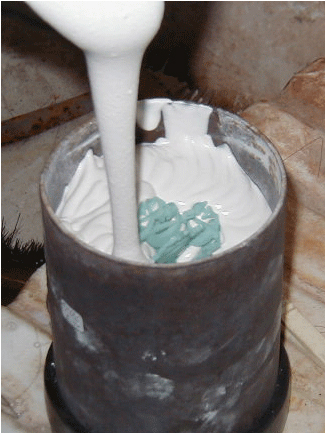
La mise en revêtement ou plâtre
L'arbre en cire est noyé dans un cylindre avec un revêtement réfractaire comme le plâtre. On attend environ deux heures afin que le plâtre se soit bien posé. Pour obtenir un revêtement sans air il faut utiliser une pompe à vide. Si une bulle d’air restait à l’intérieur, cela formerait un petit trou disgracieux sur la bague, difficile à rattraper.
Une fois prêt, le récipient est ensuite déposé dans un four pour le faire cuire.

La cuisson au four est assez longue et comporte différents paliers de température de cuisson. Le revêtement en plâtre cuit à 750°. On commence par 140°, on augmente ensuite la température à 370-400° encore un moment et on augmente à nouveau à 750°. Le but de cette étape est de faire disparaître la cire complètement et de garder le moule de notre arbre dans le plâtre.
Une fois la température de cuisson du plâtre atteinte, on baisse la température du four. La température sera abaissée jusqu’à obtention de celle du métal qui sera versé à l’intérieur. Il est possible de garder le cylindre dans le four en attendant le métal liquide ou alors le retirer tant que la température est comprise entre 593° et 371° selon le métal liquide devant être versé.
L’empreinte est alors dans le cylindre et l’on peut passer à l’étape d’après.
Une fois prêt, le récipient est ensuite déposé dans un four pour le faire cuire.
La cuisson au four est assez longue et comporte différents paliers de température de cuisson. Le revêtement en plâtre cuit à 750°. On commence par 140°, on augmente ensuite la température à 370-400° encore un moment et on augmente à nouveau à 750°. Le but de cette étape est de faire disparaître la cire complètement et de garder le moule de notre arbre dans le plâtre.
Une fois la température de cuisson du plâtre atteinte, on baisse la température du four. La température sera abaissée jusqu’à obtention de celle du métal qui sera versé à l’intérieur. Il est possible de garder le cylindre dans le four en attendant le métal liquide ou alors le retirer tant que la température est comprise entre 593° et 371° selon le métal liquide devant être versé.
L’empreinte est alors dans le cylindre et l’on peut passer à l’étape d’après.
La fonte et la coulée
Afin d’utiliser notre empreinte -qui attend dans le four- nous devons faire fondre le métal. La fonte de l’argent ou de l’or demandent un savoir-faire tout particulier.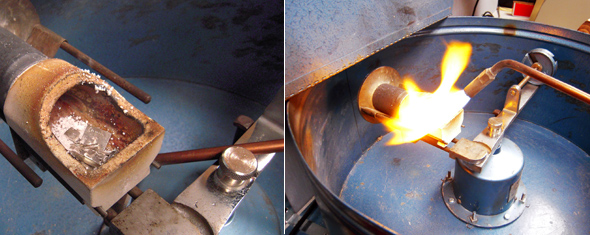
L’argent fondu (pour information température de fusion environ 960°C) est coulé dans notre cylindre en plâtre par l’orifice laissé par la cire :

On obtient ainsi un arbre en argent massif ou en or !


Le dégrappage et l’ébarbage
Cette étape consiste à enlever une à une chaque bague de l’arbre à l’aide d’une pince, comme si on enlevait des raisins de leur tige. C’est le « dégrappage ».
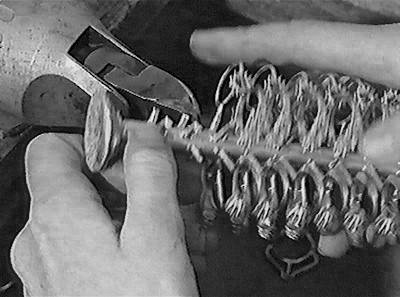
Chaque bague est maintenant séparée seule tout en conservant la tige qui la reliait à l’arbre. Chacune des tiges doit être découpée à l’aide d’une scie circulaire pour bijoutier. Les bagues dans leur forme brute sont prêtes pour le travail du bijoutier. C’est ce qu’on appelle l’ébarbage ou encore le « décarottage ».

Une finition d’ébavurage mécanique est effectuée pour dégrossir le travail de découpe qui a été réalisé.
Chaque bague est maintenant séparée seule tout en conservant la tige qui la reliait à l’arbre. Chacune des tiges doit être découpée à l’aide d’une scie circulaire pour bijoutier. Les bagues dans leur forme brute sont prêtes pour le travail du bijoutier. C’est ce qu’on appelle l’ébarbage ou encore le « décarottage ».
Une finition d’ébavurage mécanique est effectuée pour dégrossir le travail de découpe qui a été réalisé.
La bijouterie
Les bagues dans leur forme de fonte brute sont prêtes à être travaillées par l’artisan bijoutier. Les étapes suivantes sont appelées en bijouterie : nettoyage, émerissage ou limage et soudure.
Une fois bien nettoyée, la surface de la peau des bagues doit être affinée et remise à plat, les irrégularités doivent disparaître. Cela se fait à l’aide de limes par exemple (limage) ou avec de la toile émeri de différents grains. C'est en limant le métal que l’artisan bijoutier réduit graduellement la pièce à la taille et à la forme voulue
La soudure n’est pas nécessaire pour tous les types de bagues, mais cette étape consiste à assembler différentes pièces de métal à l’aide d’un soudeur de bijoutier (chalumeau). Cette opération est délicate et une grande expérience et habileté sont impératives.

Voici quelques exemples :Bague Argent Massif et Or Bague Argent Massif et Cuivre:
Une fois bien nettoyée, la surface de la peau des bagues doit être affinée et remise à plat, les irrégularités doivent disparaître. Cela se fait à l’aide de limes par exemple (limage) ou avec de la toile émeri de différents grains. C'est en limant le métal que l’artisan bijoutier réduit graduellement la pièce à la taille et à la forme voulue
 |  |
| Emerissage | Limage |
La soudure n’est pas nécessaire pour tous les types de bagues, mais cette étape consiste à assembler différentes pièces de métal à l’aide d’un soudeur de bijoutier (chalumeau). Cette opération est délicate et une grande expérience et habileté sont impératives.
Voici quelques exemples :Bague Argent Massif et Or Bague Argent Massif et Cuivre:
 |  |
Bague Argent et Or | Bague Argent et Cuivre |
Le sertissage
La fabrication de bagues empierrées comporte une étape supplémentaire, très méticuleuse qui s’appelle le « serti ». Le sertissage d’une bague est effectué par un bijoutier ou joailler qui plus est expert dans cette méthode de travail. Tous les types de pierres peuvent être sertis sur la monture, diamant, zirconium, (voir comment reconnaître ces pierres) ou toutes autres pierres.
Cela consiste à poser la ou les pierres sur la bague.

Cela consiste à poser la ou les pierres sur la bague.
Le polissage
La finition de la bague est au combien importante et cette étape est cruciale pour le rendu final de la bague et de sa brillance.

La bague doit avoir une finition poli-miroir (aucun défaut ni aucune rayure n'est visible au microscope optique). L’artisan bijoutier utilise des brosses de coton ou de feutre en rotation rapide pour frotter la bague. Des pâtes à polir abrasives sont enduites sur ces brosses au préalable. Cette pâte aide à polir toute la surface en métal de la bague sans rayure.
Pour les parties intérieures ou des endroits qui ne peuvent pas être atteints par ces brosses, on utilise des fils de coton enduits également de pâte abrasive. L’artisan frotte très fortement manuellement la partie à polir.
La bague doit avoir une finition poli-miroir (aucun défaut ni aucune rayure n'est visible au microscope optique). L’artisan bijoutier utilise des brosses de coton ou de feutre en rotation rapide pour frotter la bague. Des pâtes à polir abrasives sont enduites sur ces brosses au préalable. Cette pâte aide à polir toute la surface en métal de la bague sans rayure.
Pour les parties intérieures ou des endroits qui ne peuvent pas être atteints par ces brosses, on utilise des fils de coton enduits également de pâte abrasive. L’artisan frotte très fortement manuellement la partie à polir.
Le rhodiage
Le rhodiage est une étape optionnelle. On utilise le rhodium (métal très blanc) pour donner une couleur très blanche et éclatante à la bague en argent. La bague prend alors la dénomination de bague en argent rhodié. Cette technique est aussi utilisée dans les bijoux en or blanc. Le rhodium empêche l’oxydation du métal.
Pour donner cette splendeur à la bague, il faut la plonger dans un bain galvanique (électrolysé) de rhodium en fusion. L’épaisseur idéale du rhodiage est de 2 microns.

Pour donner cette splendeur à la bague, il faut la plonger dans un bain galvanique (électrolysé) de rhodium en fusion. L’épaisseur idéale du rhodiage est de 2 microns.
Le contrôle qualité
Le contrôleur qualité peut être le chef de l’atelier ou l’artisan lui-même. Cela dépend de la taille de la structure et de son organisation. Il faut que le contrôleur inspecte le bijou avec un œil objectif et indépendant. Les critères sur lesquels est basé le contrôle qualité sont : la surface, l’aspect géométrique et le sertissage.Le temps de contrôle peut varier entre 10 secondes et 15 minutes par bague. C’est un travail minutieux et fatigant pour le bijoutier, car dans certains cas ils peuvent contrôler jusqu’à 1200 pièces en trois heures de temps !
